Introduction :
Le montage en terre de mes sculptures nécessite une armature en métal. C’est une phase technique importante qui conditionne la création de l’oeuvre.
Une fois terminée, la sculpture en terre glaise va être moulée puis des tirages en plâtre, en résine ou en bronze seront réalisés à partir de ce moulage.
On me pose souvent des questions techniques sur ces différentes étapes de réalisation, j’ai donc pensé qu’il serait bien de répondre ici à quelques unes de ces questions, notamment sur la réalisation des bronzes, sans aller trop avant dans les processus artisanaux qui sont d’une grande complexité.
De nouvelles techniques informatiques se mettent peu à peu en place, notamment pour les moulages et les agrandissements.
Création d’une sculpture :
Montage technique d’une sculpture murale (haut, moyen et bas reliefs) : « Pieds » (Hauteur 90cm, Profondeur 16cm).

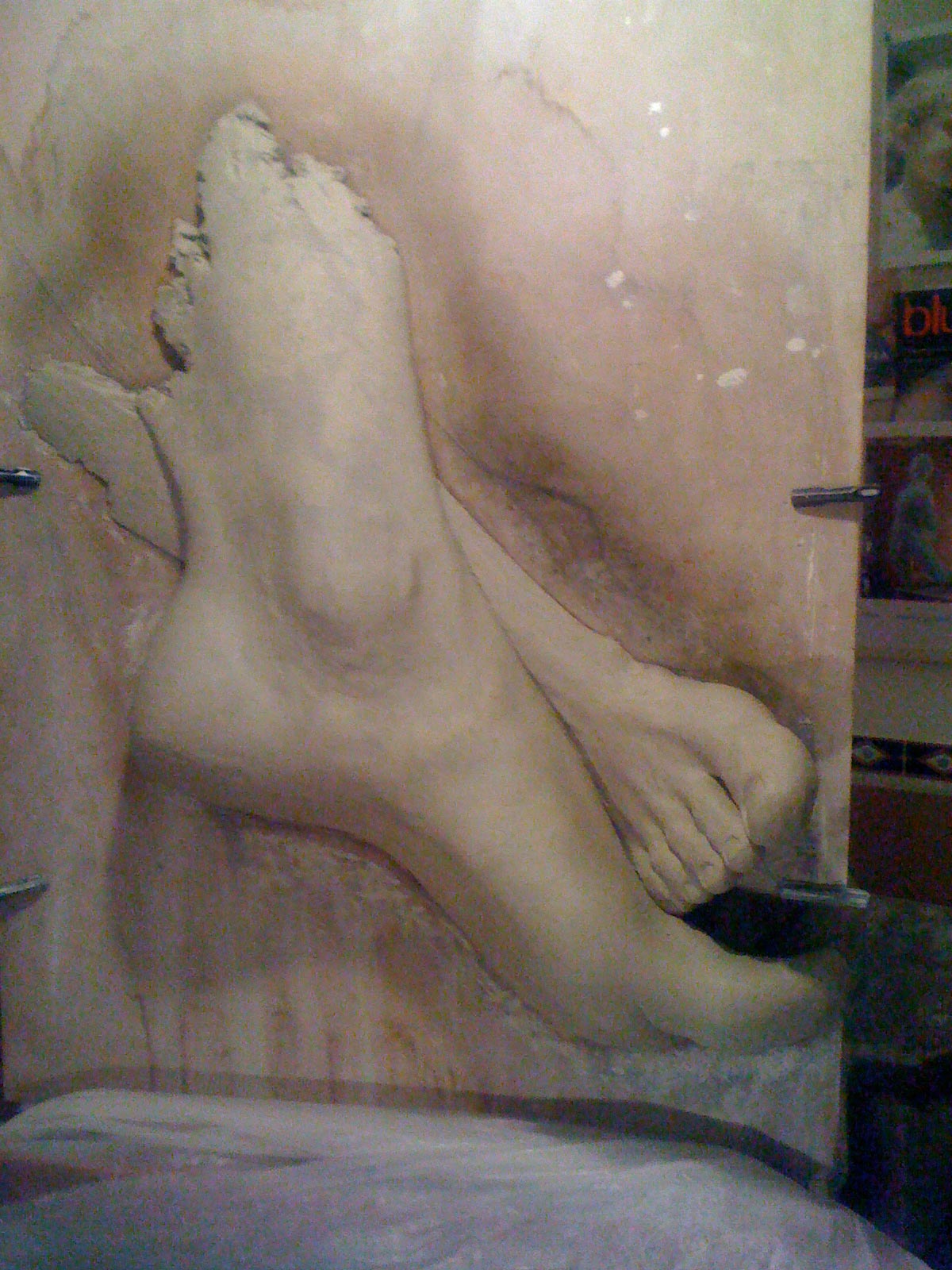

Etape 1, définition des contours et mise en place de vis permettant à la terre des rester fixée à la planche de support.
Etape 2, mise en place de la terre et réalisation de la sculpture.
Montage technique d’une sculpture en ronde bosse : « Nicolas et Martin » (Hauteur 60cm).




Etape 1, création d’une armature métallique, squelette de la sculpture à venir, à l’aide de pièces métalliques découpées puis boulonnées et soudées entre elles.




Etape 2, mise en place de la terre et réalisation de la sculpture.
De la terre au bronze :
Le travail de modelage achevé, la sculpture en terre est terminée et on dispose d’une oeuvre en terre, unique.
De nombreuses opérations vont permettre d’en réaliser des répliques, en plâtre, en résine, en terre cuite ou en bronze.
La première de ces opérations est le Moulage :
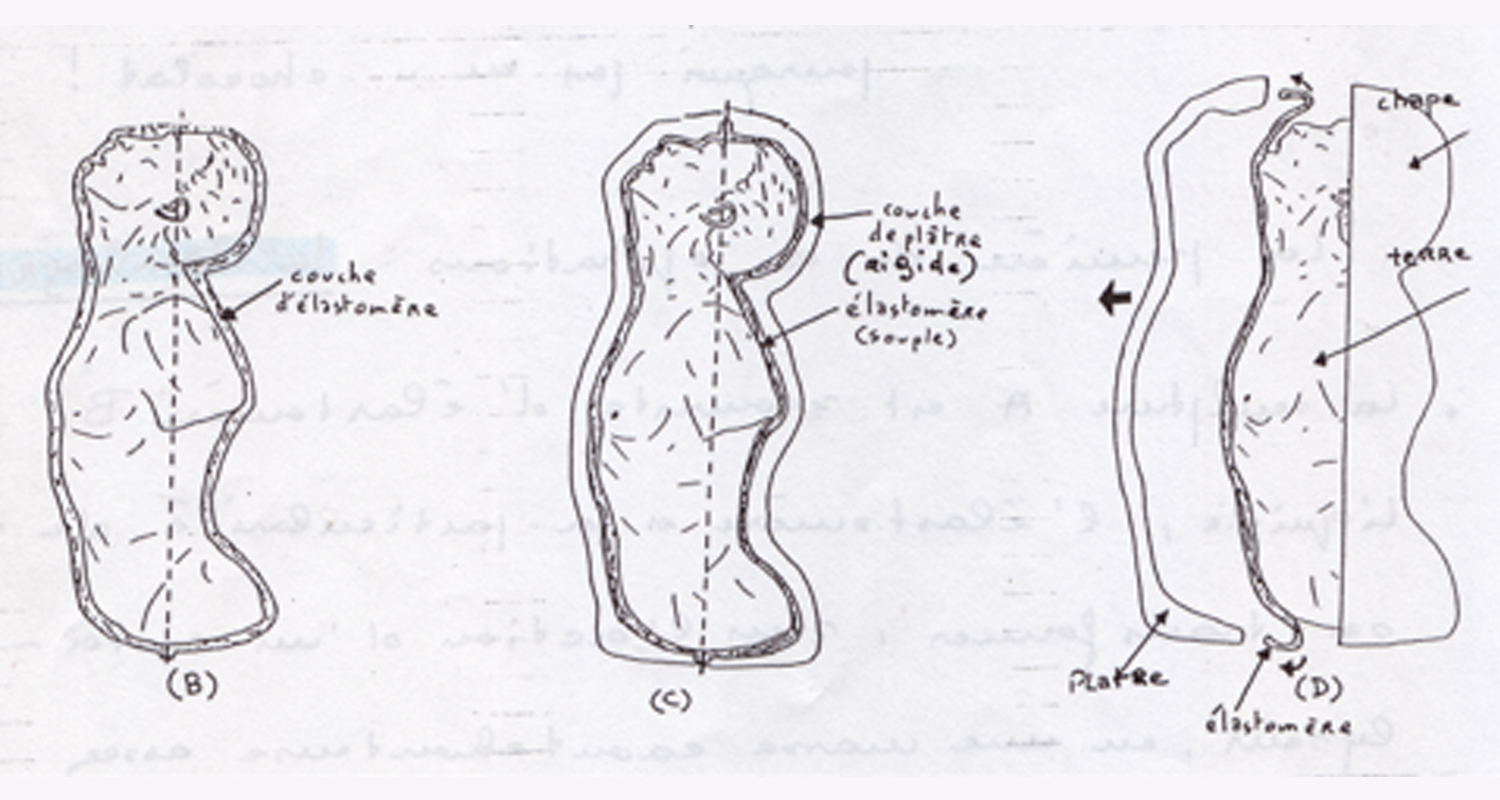
La sculpture A est recouverte d’élastomère liquide. L’élastomère a la particularité de se transformer, sous l’action d’un catalyseur, en une masse caoutchouteuse assez souple ce qui favorise le démoulage. Pour maintenir l’élastomère et éviter les déformations celui-ci est recouvert de plâtre dont les deux parties constituent la chape (D).
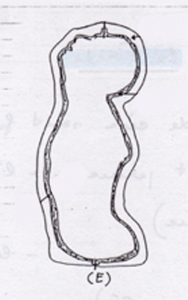
Pour permettre le démoulage, élastomère et chape sont disjoints au niveau de ce qui est appelé plan de joint.
Deuxième étape, la Cire :
– Le moule étant ouvert on estampe au pinceau de la cire liquide sur l’élastomère.
– Le moule refermé on coule un complément de cire liquide qui définira l’épaisseur du bronze (quelques millimètres, il est souhaitable que le bronze soit peu épais).
– Enfin un matériau réfractaire (mélange de plâtre et de brique pilée) est coulé dans le vide laissé à l’intérieur du moule.
– On démoule et on fait les reprises de cire si nécessaire (ici intervient le contrôle cire par le sculpteur).
Troisième étape, la Fonte :
– De petits boudins de cire sont fixés sur le tirage de la sculpture en cire A, ils vont permettre 1/ l’évacuation de la cire fondue (fonte dite à la “cire perdue”),
2/ la coulée du bronze (jets ou tiges de coulée) enfin 3/ l’évacuation de l’air (évents).
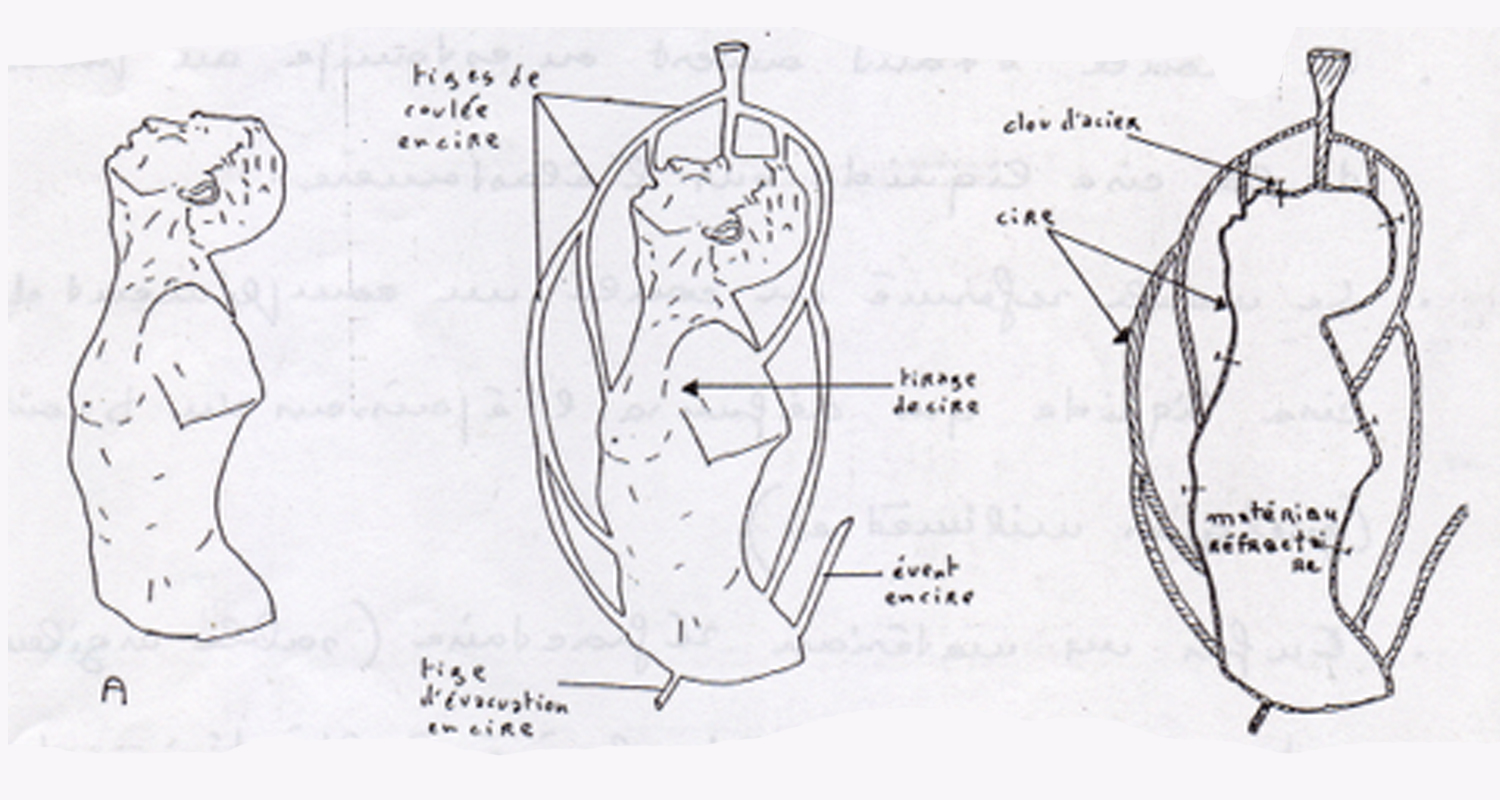
– L’ensemble est enrobé du même matériau réfractaire et seuls les extrémités des cylindres d’alimentation et d’évacuation dépassent.
– Une fois enrobé il est placé dans un four et porté à une température d’environ 600°c correspondant à la fusion de la cire (environ 80°c) et à l’évacuation de l’humidité contenue dans le matériau réfractaire (soit 600°) pendant environ 48 heures.
– Lorsque toute la cire est évacuée (“cire perdue” qui en fait est récupérée pour un recyclage) et que toute l’eau est partie, il ne reste plus en creux que l’empreinte de la sculpture et des cylindres, les clous assurant la stabilité de l’ensemble.
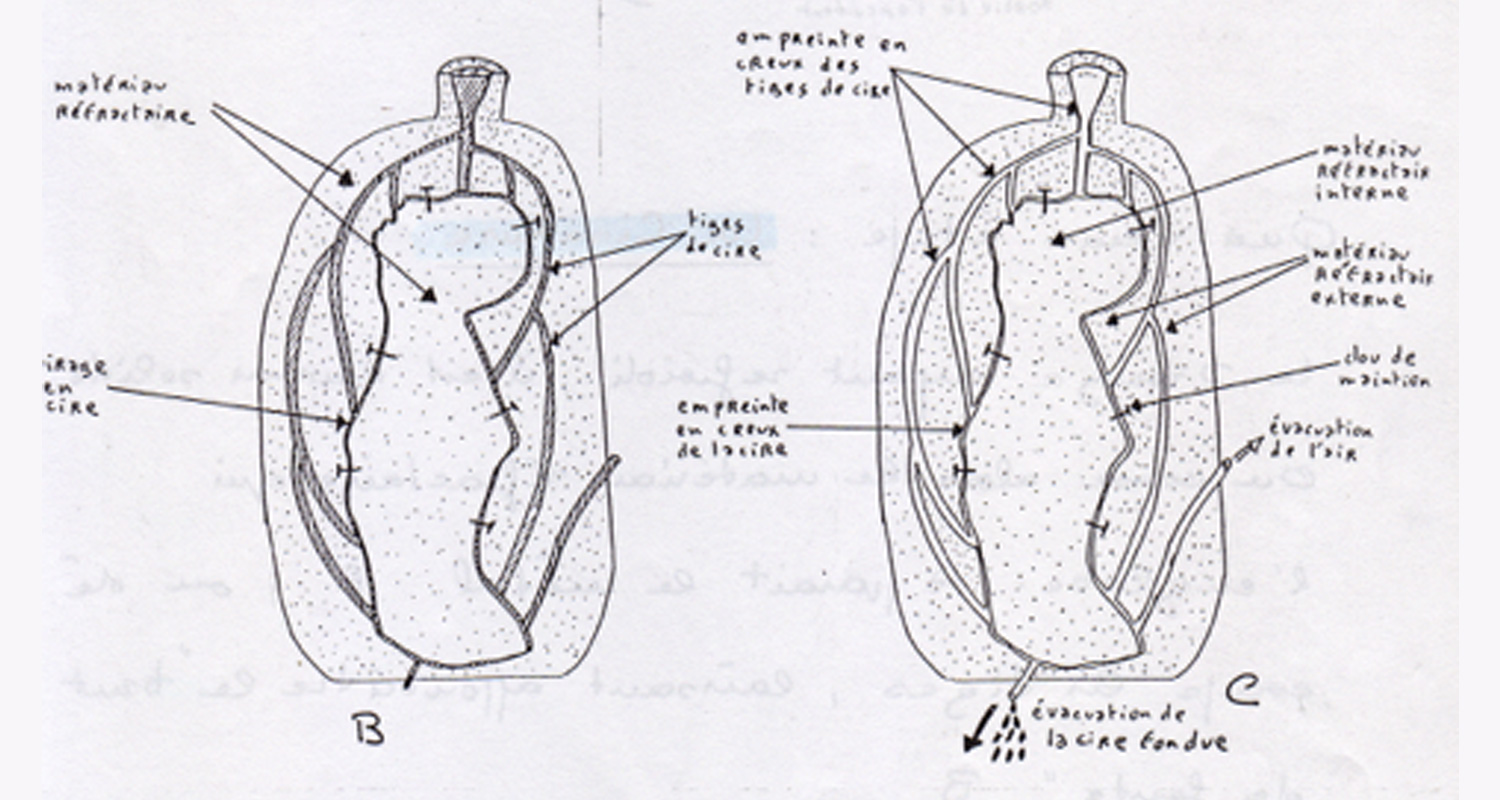
– Sorti de son four, l’ensemble C est prêt à recevoir le métal en fusion, c’est la coulée du bronze dont la température de fusion est d’environ 1200°c.
Quatrième étape, la Ciselure :
– Le bronze ayant refroidi il est devenu solide.
– On casse alors le matériau réfractaire qui l’englobe et le métal apparait.
– On découpe les tiges et les évents.
A partir de là la ciselure va consister à faire apparaitre la sculpture dans son modelé d’origine.
Pour ce faire, le ciseleur, dont le travail est très délicat, utilise comme “référence” un modèle de la sculpture, généralement un plâtre.
Cinquième et dernière étape, la Patine :
Le bronze ciselé fini a le modelé souhaité mais présente un aspect jaune cuivré (le bronze est un métal constitué d’environ 90 % de cuivre) plus ou moins brillant qui s’oxyde au contact de l’air.
La patine va consister à bloquer cette oxydation tout en l’orientant vers un aspect défini préalablement avec le sculpteur.
Il peut y avoir différentes colorations de patine sur une même sculpture, c’est ce que l’on va appeler “polychromie” ou “bronze polychrome”.
La patine se fait le plus souvent à chaud à l’aide d’un chalumeau.
Divers produits seront appliqués ainsi au pinceau (gros ou fin selon le besoin) en de très nombreuses couches.
La composition , le dosage et le mode d’application des différents produits (oxydes de fer, nitrate de cuivre, …. pigments divers) permettent d’obtenir une gamme étendue de patines différentes aux aspects très variés.
La stabilisation d’une patine se fait dans les heures, les jours voir les semaines qui suivent sa réalisation.
Disons de la patine pour finir que ça reste un traitement de surface, que c’est un traitement fragile réagissant aux agressions du soleil et des intempéries, tandis qu’en intérieur une patine est quasiment immuable.